Parting tool modification (You gotta try this!)
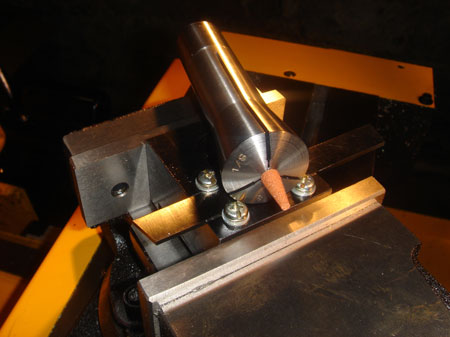
So here is my parting tool/holder clamped in the vise. I used a little abrasive bit from my dremel tool which fit nicely in the 1/8" collet.
I was having a lot of trouble with chatter during parting and grooving operations. After trying all the "standard" stuff I couldn't get any improvement.
There was a post that suggested grinding the top of the blade but I didn't have a grinder and didn't really see how you could do it accurately by hand.
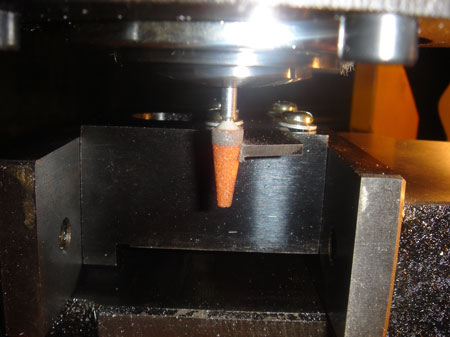
Then I came up with this setup. I found the cone shaped grinding bit worked great. I used the fine feed to make little moves down and let the bit turn till the squeaking stopped and moved down again.
This may work fine with a cylindrical bit and feeding the blade into it.
Once I was all the way past the shoulder of the tool, the groove in the blade has a constant radius. This is what I wasn't sure how to achieve with a regular wheel grinder.
I retracted the bit to check the groove and then walked the blade in a bit more an took another pass. I was trying to work the groove right to the edge of the existing cutting edge without going over.
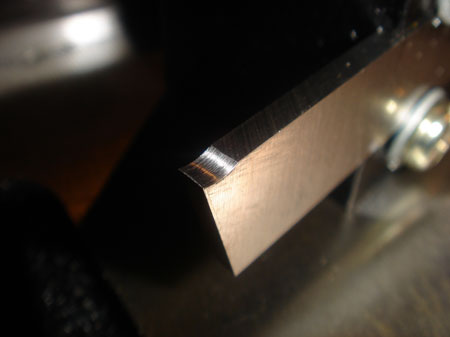
It took about three passes and I ended up with a perfect little groove. It's not quite "perfect" but it seemed like it should be close enough. Was it?

As you can see the part I am trying to groove isn't really supported as well as I would like. I figured this wasn't helping the chatter issue either.
After a few cuts on a test piece I was so pleased I went right back to my poorly supported setup and blasted through six 1/16" deep grooves with no hint of trouble.
I did find a much more aggressive feed (from what I was comfortable with before) helped immensely. Basically I just fed fast enough to make a nice little curl. This setup would still chatter under light pressure, but much less.
By the end I was cutting to my .0625 depth in three passes. A pre lube and score to set the blade. Shoot the groove full of tapmatic and then a push all the way to .040 and finishing up with another lube and a cut all the way down to .0625.